Лампа накаливания – искусственный источник света, в котором свет испускает тело накала, нагреваемое электрическим током до высокой температуры. В качестве тела накала чаще всего используется спираль из тугоплавкого металла (вольфрама). Чтобы исключить окисление тела накала при контакте с воздухом, его помещают в вакуумированную колбу, либо колбу, заполненную инертными газами или парами.
Изготовление ламп наливания производится в несколько этапов:
- В цехе полуфабрикатов изготавливаются следующие комплектующие: тарелочки, штенгели, штабики, токовые вводы, защитные экраны, гофроманжеты и гофропрокладки, цоколевочная мастика.



- В стекольном цехе производится варка стекла различных марок: СЛ 96-1(прозрачное), СЛ 96-13 « Медный рубин» ( красное), СЛ 98-1 ( синее). Из стекла производятся колбы типов : R127, R95, А90, А65, А60, Т68, М50.




- Основным видом деятельности сборочного цеха является производство ламп вольфрамовых для бытового и аналогичного общего освещения, декоративных ламп, зеркальных, ламп накаливания в синей колбе.



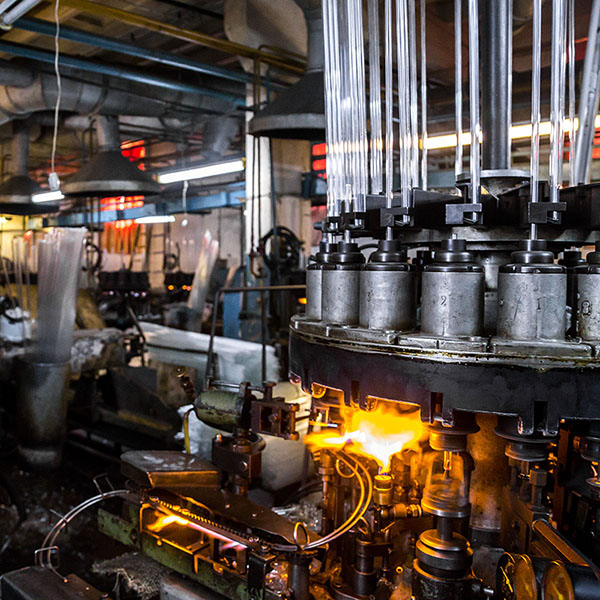
Технологический процесс изготовления ламп накаливания вольфрамовых для бытового и аналогичного общего освещения состоит из следующих технологических операций:
- Штамповка ножек – производится путем разогрева стеклодеталей (тарелочки и штенгеля) с помощью газовых горелок и дальнейшей их штамповкой с токовыми вводами. Ножка служит внутренней арматурой для поддержки вольфрамового тела накала и обеспечивает вместе с колбой герметизацию лампы.
- Сборка ножек - заключается в закреплении тела накала на штампованной ножке при помощи молибденовых держателей с целью создания электрического контакта между телом накала и токовыми вводами.
- Заварка ламп - заключается в прочном и герметичном соединении собранной ножки с колбой путем разогрева стекла в месте их соединения.
- Откачка ламп – заключается в удалении из лампы воздуха и наполнении ее аргоно-азотной смесью, чтобы наполняющий лампу газ замедлял «испарение» вольфрамовой спирали, тем самым увеличивая долговечность и надежность ламп.
- Цоколевание ламп – заключается в прочном прикреплении цоколя к лампе. Цоколь с нанесенной на внутреннюю поверхность мастикой надевается на отформованное горло лампы и нагревается в зоне распределения мастики. На операции цоколевания ламп производится припайка и приварка токовых вводов к корпусу цоколя.
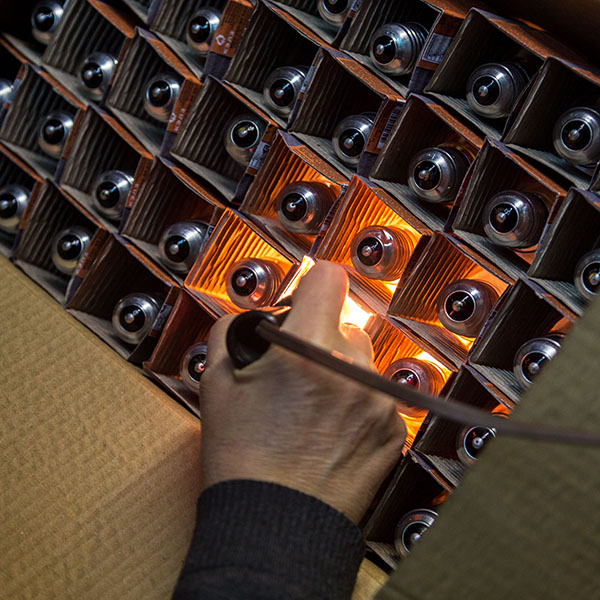
- Контроль ламп – заключается в проверке ламп на горение и визуальном осмотре ламп для оценки их соответствия требованиям ГОСТ или технических условий.
- Упаковка ламп – для защиты от механических повреждений каждая лампа вкладывается в защитную манжету или индивидуальную коробочку, на которых нанесена необходимая информация для потребителя. Индивидуально упакованные лампы укладываются в ящики из гофрированного картона, на которые наклеивается этикетка с необходимой информацией для потребителя.
- Технологическая выдержка ламп – лампы подвергаются 2-х суточной выдержке на промежуточном складе и 100% проверке путем кратковременного включения на номинальное напряжение, чтобы исключить скрытые виды брака ламп у потребителя. Затем производится заклейка ящиков скотчем и сдача ламп на склад готовой продукции.
При производстве ламп накаливания осуществляются следующие виды контроля:
- входной контроль поступающей продукции ( материалы, комплектующие)
- пооперационный контроль в процессе производства
- приемо-сдаточные испытания готовой продукции.